

Types Of Welding Rods, Which One is Best – A Comprehensive Guide
Being a professional welder, you should have adequate knowledge about all the aspects of welding. There is a vast range of electrodes used in welding work, each with unique characters and specific purposes. To help you learn more about welding, in this article you will everything about different types of welding rods, their uses, and sizes.
What is Welding Electrode
It is a piece of coated metal wire which is used to generate an electric arc and helps in the adherence of base materials. It is also named welding electrodes and is made up of the same metal being welded. A welding rod is made up of a metal wire and outer coating. The arc is produced due to electric current and results in the melting and fusion of base metals.
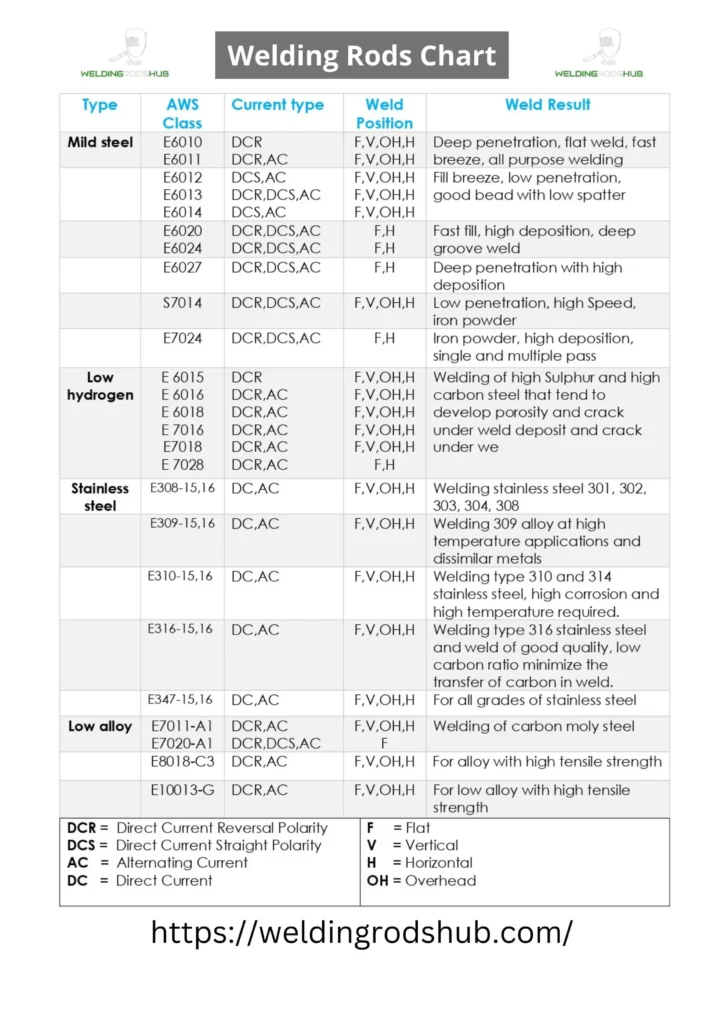
Welding Rod Chart
The chart for different types of welding rods is,
Different Types Of Welding Rods
There are two types of welding rods, which are
- Consumable welding electrode
- Non-Consumable welding electrode
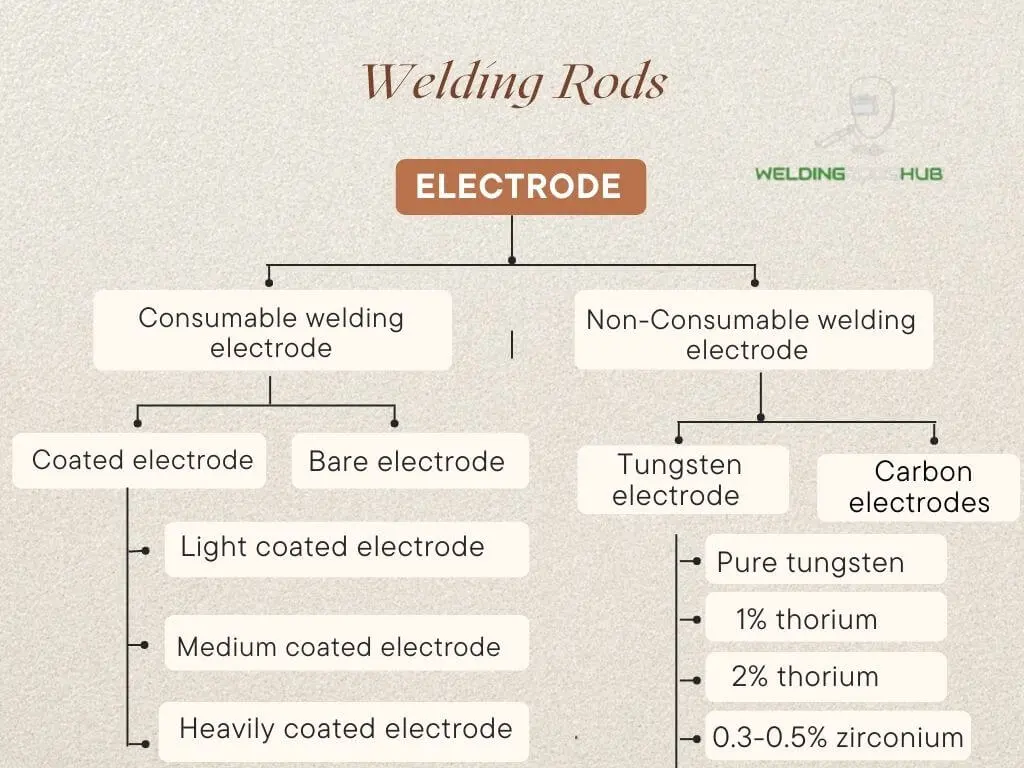
1# Consumable welding Electrodes
As the name indicates, these electrodes are dissolved during welding work. These rods are consumed during the welding process as rods act as filler material that melts along with the base material. Therefore, these rods must be chemically compatible with the metal being welded. Most shielded metal arc welders (SMAW) also named stick welders (Arc welders) and Metal inert gas welders use consumable electrodes.
The consumable electrodes used in Arc welding is further classified into two groups
Bare Electrode
It is a filler metal electrode without any coating to protect the weld pool. It is mostly used to weld manganese steel.
Coated Electrode
As the name indicates, these electrodes have an outer coating to protect the weld pool. These are the stick of choice for most Arc welders. It is further classified into 3 groups.
1. Light coated electrode
It has a thin coating and produces less shielding gas which is used to reduce impurities such as oxide, Sulphur, and phosphorus. The light-coated electrode produces a smooth weld bead but the slag is thin. The coating factor is 1.25. It improves the stability of the arc. But these are not reliable for metals with high levels of impurities.
2. Medium coated electrode
Most professional welders used medium-coated electrodes as you can weld in all positions. The coating factor is 1.45 and slag is easily removed. These electrodes are mostly used in highly demanding welding procedures such as offshore drilling applications, building construction, bridge construction, and pipeline welding.
3. Heavily coated electrode
These electrodes have the highest coating factor range from 1.6 to 2.2. The heavily coated electrodes produce effective shielding gas which protects the weld pool from contamination.
These electrodes are three types according to their composition,
- Cellulose coating electrodes
- Mineral coating electrodes
- Electrodes with both cellulose and mineral coating
2# Non-Consumable Electrode
Non-consumable electrodes are made from high melting point material such as tungsten with a melting point of 6150°F. Therefore these electrodes are not consumed in welding work. Most TIG welders used non-consumable electrodes.
Tungsten Electrode
Tungsten electrodes are commonly used as non-consumable electrodes and used for TIG welding. These are made from pure tungsten along with thorium and zirconium. There are different tungsten electrodes,
| Electrode | Color |
| Pure tungsten | Green |
| 1% thorium | Yellow |
| 2% thorium | Red |
| 0.3-0.5% zirconium | Brown |
1. Pure tungsten electrode
Pure tungsten electrodes are used for thin metal in small welding work. These electrodes have limited use due to less strength and durability.
2. Tungsten thorium electrodes
Tungsten thorium electrodes are commonly used as non-consumable electrodes due to their effective arc control and long-lasting effect. These electrodes are also used for high voltage current as compared to pure tungsten electrodes. These electrodes have more resistance to contamination.
3. Tungsten zirconium electrodes
Tungsten zirconium electrodes have good results but with alternating current. You can use electrodes for heavy metals but less durable than pure tungsten electrode.
Carbon Electrodes
Carbon arc welding is one of the old forms of welding. You can use these electrodes for both cuttings as well as welding purposes. But the US military still uses carbon electrodes due to the giant arc. But the large arc is harder to control.
What Are The Different Sizes Of Welding Electrode?
Types Of Welding Rods On Basic Of Material
There are different types of welding rods used for welding work.
- Low hydrogen carbon steel electrode
- Mild steel electrodes
- Stainless steel electrodes
- Bronze welding rods
- Aluminum welding rods
1. Low hydrogen carbon steel electrode
You can use Low hydrogen carbon steel electrodes in all positions which are effective for low-temperature applications. Most welders use this electrode for base metal of medium tensile strength and fine-grained carbon steel. These electrodes produce effective weld beads and are good for welding as well as cutting thick metals additionally, the low hydrogen carbon steel electrode offers good bonding of carbon steel and low alloy steel.
2. Mild steel electrode
Mild steel electrodes have considerable tensile strength and are adapted to operate at low open circuit voltage. These electrodes have carbon steel deposits. Mild steel electrode produces a stable arc with a long-lasting effect and low spatter, efficient slag, and soft weld bead.
3. Stainless steel electrodes
Stainless steel electrodes maintain their weld quality irrespective of the effect of environmental conditions and apply to low-carbon stainless steel. These electrodes are resistant to easy slag removal and corrosion. The welding work is durable like highly skilled craftsmanship.
4. Bronze welding rods
You can use Bronze welding rods to repair bronze materials and join copper with other metals. Most welders also this rod brazing but with low melting than the base, metals to close the gap between adjacent metals.
5. Aluminum welding rods
Aluminum welding rods offer a good quality weld with crack-free deposits. The aluminum rods are effective for aluminum weld and its alloys. Additionally, these rods work effectively with all non-ferrous materials. The aluminum welding rods have a smooth operation with low spatter and fast weld rate.
Welding Rods Number Meaning

For example, E 6010 rod. The first two digit means tensile strength of 60,000 psi. The third digit refers to welding position and in this case 1 means you can weld in all the positions. The last digit refers to the coating and type of current.
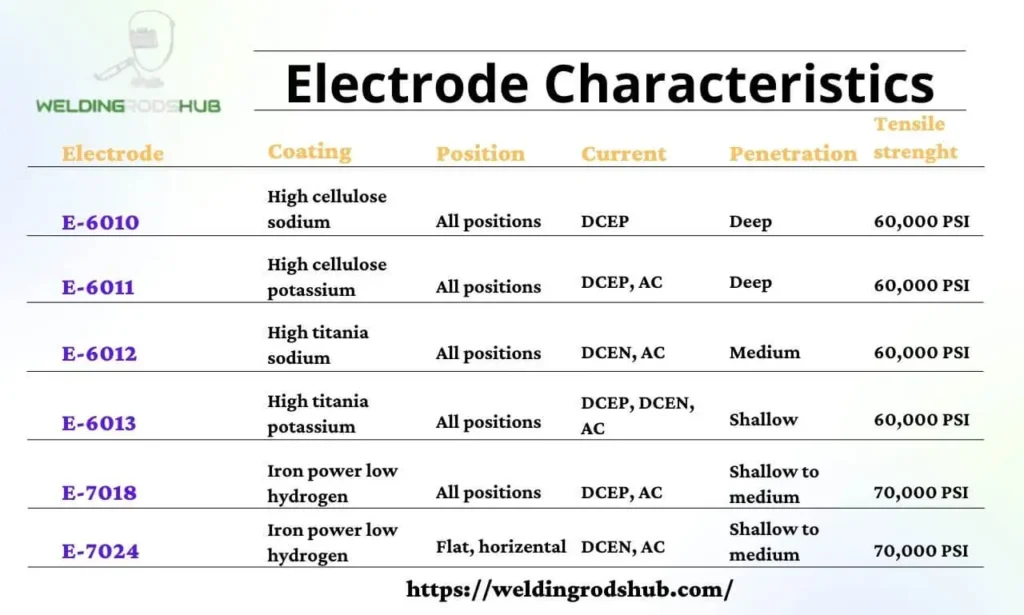
Different types of Welding Electrode on basic of Numbers
There are different types of electrodes used for stick welding. But the most commonly used electrodes are 6010, 6011, 6012, 6013, 6018, 7018, and 7024 welding rods.

6010 welding rod
The E6010 welding electrode is highly effective for deep penetration but only with a DC power source. These electrodes offer flat weld beads with mild slag formation. You can also dirty and corroded base metals with this rod. Hence it is most preferred for repair jobs.
This electrode is not easy to grip due to its highly tight arc which makes it difficult to handle and use. You must learn how to control the 6010 welding rod. Most of the welders used this electrode for pipe welding and other applications such as field construction, steel storage tank, water towers, and shipyard.
6011 welding rod
The 6011 welding electrode contains a dense coating of cellulose potassium. This electrode is suitable for both AC and DC power sources. 6011 welding stick offers deep penetration and withstands 60,000 psi pressure without breaking it. It has a soft arc, low spatter, and removable slag. You can weld in all the positions. You can use it for corroded and dirty base metals due to deep penetration. Hence best for repairing weld work. But it has a flat weld bead which results in ripple formation and rough finishing.
6013 welding rod
6013 welding electrode has a dense coating of titanium-potassium and is suitable for all types of current. Most welders used this electrode in the welding industry with medium penetration, soft arc, and easily removable slag. Due to medium penetration, it is good for thin metals. It is the most suitable welding rod for short irregular welding works. Being a beginner, you can use this rod to learn to weld. You can also weld in all positions.
7018 welding rod
The 7018 welding electrode is coated with iron powder. You can use it for both AC and DC power sources. It produces a strong weld that can withstand 70,000 psi pressure. This electrode is useful in structural welding. 7018 electrode offers moderate penetration and smooth arc with minimal spatter. It is easy to use and applicable on carbon, high carbon, high strength steel metals, and low alloy. You can use these rods in factories, power plants, bridges, and powerhouses.
7024 welding rod
7024 welding electrodes have a high coating of iron powder which increases the deposition rate and makes welding easier. This is suitable for all types of power sources. It offers a smooth arc, low penetration, and an excellent bead appearance. You can use it in flat and horizontal weld positions. These rods offer better results with metals having a thickness of ½ inch and steel plates having a thickness of ¼ inch.
Which type of Welding Rod / Electrode is Best For Your Weld Work?
As you know, there are different types of welding rods. But which one is best for your work? You should consider the following points before choosing welding rods for weld work.
Base Metal
Before choosing welding rods for your weld work, you must know about the composition of your base material. If the composition of your weld piece and welding rods same, then there are more chances of a strong and stable weld. If you don’t know about the composition of your base material then you should consider the following points,
Metallic Appearance
If you are working with a broken section of base material then check its texture. If its texture is grainy and rough, it is made of cast iron.
Type Of Spark
You can also determine the base material by examining the spark when it runs through the grinder. If there is more flare in the spark then the carbon content of the base material is high. You can also use a chisel for this purpose. Smash chisel on base metal and it left imprints on lighter metals such as aluminum. But it bounces off from hard base metals.
Check For Magnetism
If your testing material is magnetic, then the base material may be iron, carbon steel, or alloy steel. If your testing material is non-magnetic, then base metals may be stainless steel, or non-ferrous alloys such as copper, aluminum, brass, or titanium.
Welding Current
Before choosing the rod for your weld work, make sure welding rods support your welding current. Some rods support both direct and alternating current but some rods are only compatible with either AC or DC. For example, a high electric current such as 225 amps for 7018 welding rods is preferable to 125amps for 6010 welding rods. The fourth digit on electrode marking determines the type of current.
Tensile Strength
Before choosing a welding electrode for your weld work, you must match the tensile strength of rods with the base material. If you don’t consider the tensile strength, the weld may crack over time. You can check the tensile strength of the electrode by reading the first two digits on the electrode. For example, a 6011 electrode means it can produce a minimum tensile strength of 60,000 psi and can work effectively with a base metal of matching tensile strength.
Welding Position
You should consider the welding position while choosing the welding electrode. You should choose a welding electrode according to your required welding position. The 3rd digit of the electrode refers to the welding position. For example, you can use 6010 welding electrodes in horizontal, vertical, flat, and overhead positions.
Weld Specification And Requirement
You can also consider welding conditions while choosing the electrode. A low hydrogen electrode will lower the risk of cracking at low temperatures. Being a professional welder, you also consider welding specifications especially working on critical applications such as boiler construction or pressure vessel.
Precaution While Handing Welding Electrodes
You should follow certain precaution while handling welding rods
- Always keep the electrodes dry as moisture affects the coating of the welding electrode.
- Never bend the electrode as bending destroys the coating of the electrode.
- Keep the electrode in a container that prevents the rods from damage and moisture.




